BASIC PRINCIPLES OF TORQUE WRENCHES & BOLT TENSIONERS
Since the invention of using threaded bolts and nuts to join various components together was introduced centuries ago, the methods of bolt tensioning and the tool design technology have improved tremendously to the extent that Hi-Force offers the most comprehensive range of bolting products available from a single source anywhere in the world !
From basic high quality, calibrated hand torque wrenches to the latest "State of the Art" hydraulic torque wrenches and stud bolt tensioners, Hi-Force can deliver the right tool for the
job on time, every time !
|
|
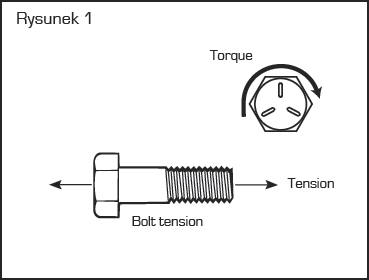
This section of the catalogue provides basic information about the methods of applying tension to a bolted connection. There are three possible methods to tighten threaded fasteners, by torque which is rotation of the nut or bolt head, by direct tension to stretch the fastener, or by heat to expand the fastener.
Torque and tensioning (see figure 1) probably cover 99 percent of bolting applications, and it is these two methods that are detailed in this catalogue.
What is tension and how does it affect a bolted fastener ?
As with most materials, steel which is predominantly used in the manufacture of bolts and nuts has an inherent "elasticity" i.e. it can be stretched between two points and the tension that is imparted into the bolt acts as a clamping force to hold the bolted components together. Care must always be taken when stretching the bolt to ensure that its "yield point" is not exceeded which will cause the bolt to lose its physical properties of elasticity.
Hooke's law states that the amount of distortion (lengthening, shortening, bending or twisting) applied will be directly proportional to the applied force, provided the applied force is kept within the material's elastic limits. For most industrial applications, a fastener should be tightened until it has a retained tension of 40 to 70 percent of its elastic limit.
For a threaded fastener to correctly hold (clamp) components together it must be "stretched" (tensioned) to a known accurate amount. A threaded fastener that is under-tightened could work loose and come apart, resulting in a "shearing force" developing between the mating parts which could cut the bolt in two. A loose fastener may also lead to further mechanical looseness of surrounding machinery parts causing unnecessary vibration and wear. Fluid and gas leaks could also occur due to incorrect sealing in pressure joints, which could be extremely dangerous if any of the materials to be sealed are toxic, flammable or explosive.
An over-tightened fastener could cause damage to the bolted components, excessive over-tightening will cause the bolt and/or nut to deform causing loss of tension in the fastener as it exceeds its elastic limit. (yield point).
For most industrial applications, the equipment manufacturers, as well as structural and piping component designers will provide the torque or tension specifications for the relevant fastener(s) to be used to connect the component parts. It is vitally important to adhere to these specifications to ensure a correctly tensioned joint is achieved.
How do we generate tension in the bolt ?
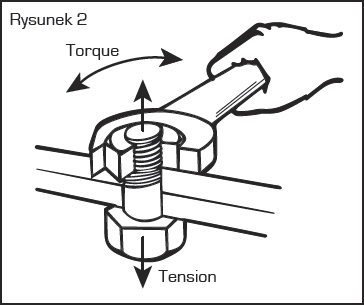
As mentioned earlier the two most common methods to impart tension into a threaded fastener are by torque (see figure 2) or by direct tension (see figure 3).
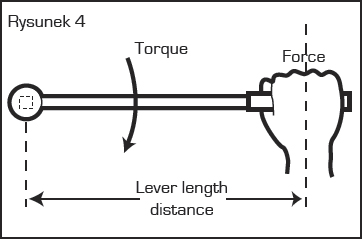
Torque is defined as the turning or twisting force exerted on a nut or bolt head and it is the product of two measurements i.e. force and distance (see figure 4). Force is measured in units of Pounds or Newtons and is quite simply the amount of force applied at a given distance from the centre of the item being turned or twisted. Distance is measured in units of length i.e. inches, feet, centimetres or metres. Torque is expressed as a combination of the relevant units of force and distance i.e. pounds feet (lbf.ft) in the imperial measurement system or Newton metres (Nm) in the metric system. Torque is applied to a threaded fastener by a variety of manual and power driven types of torque wrenches.
Newton's law states that for every applied force there is an equal and opposite reactive force. Therefore as the torque is applied to the nut, by turning it increases, it will create a tension in the stud bolt which will act as a "clamping force" within the effective thread length. Initially this clamping force will pull the two bolted components together and subsequently it will build up and retain a known tension (load) within the fastener to maintain the joint integrity.
The amount of torque to be applied to a threaded fastener will depend on several factors including the design application, type of joint, size, length and quantity of fasteners to be used and the type of thread lubricant. In the absence of specific torque figures from the equipment designer or manufacturer, Hi-Force has provided a chart, on page 120 of this catalogue, detailing recommended torque figures for both metric and imperial fasteners in standard grade material using commonly applied thread lubricants. These figures are calculated based on 70% of the minimum yield point of the bolt, which is the maximum recommended by Hi-Force. Alternatively Hi-Force also offers it's recently launched BoltRight software programme (see page 100).
|
|
|
|
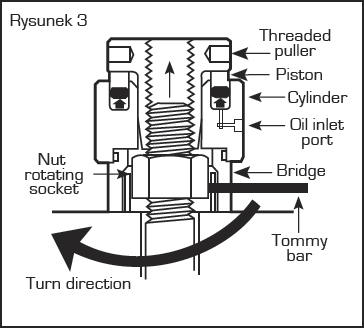
Direct tension is applied to the fastener using a hydraulic tensioning device commonly known as a hydraulic stud bolt tensioner (see figure 3). This is a high pressure hydraulic cylinder, with accessories, designed to seat against the joint, grip the fastener thread using a compatible threaded puller, and via applied hydraulic pressure extend the cylinder piston against the puller, to pull (stretch) the bolt or stud to a known tension in tonnes or kN. When the pull force equals the desired bolt preload, plus an additional amount to compensate for bolt relaxation, the nut is run down the thread using a short tommy bar until it is tight against the joint face. The hydraulic pressure is then released and the threaded fastener is prevented from returning to it's original length, by the tightened nut, subsequently leaving the required tension retained in the fastener.
Hydraulic stud bolt tensioners are commonly used in multiples linked to a single hydraulic pump unit particularly in applications where reliable leak free joints are required. By using a number of tensioners simultaneously the operator is able to ensure an even pull down of the joint components, resulting in uniformity of gasket compression and consistent leak free joints. As with torque the actual amount of tension, to be directly applied to the threaded fastener by the hydraulic stud bolt tensioner, should be confirmed by the equipment manufacturer or designer. The majority of hydraulic stud bolt tensioners operate at a maximum hydraulic pressure of 1500 bar and certainly this maximum pressure/tension load should never be exceeded.
Correct Tool Selection
Having now understood the two most common methods of applying tension to the fastener (torque or direct tension) let us now look at the various types of tools available to accurately and successfully complete the given task, along with other bolting products available from Hi-Force.
Hand Torque Wrenches
Probably the most commonly used tool, for accurately tightening threaded fasteners, in the world!! Hand torque wrenches are designed and manufactured on the basis of Hooke's Law i.e. force x distance. Hi-Force hand torque wrenches incorporate a reversible ratchet design drive head and a clear, easily adjustable torque setting scale. All Hi-Force hand torque wrenches are designed and manufactured to International Standard ISO 6789:2003. Each model is supplied marked with a unique serial number, traceable to an individual test and calibration certificate, and provides a repeatable accuracy of +/- 3% for HTW-R models and +/- 4% for the HTW-B models. Full technical specification on the Hi-Force range of hand torque wrenches can be found on page 76 of this catalogue.
Hand Torque Multipliers
A hand torque multiplier is a mechanical device that multiplies the preset amount of input torque applied by the operator using a calibrated hand torque wrench. Hi-Force hand torque multipliers incorporate a "planetary" gear train which has one or more stages, each of which increases the input torque applied by a factor of 5. The greater the number of stages within the planetary gear train, the higher the output torque achieved, relative to the input torque applied. Due to the greater output torque produced using hand torque multipliers it is necessary to incorporate an integral reaction foot to absorb the opposing reactive force generated (Hooke's Law). Great care must be taken to ensure that the reaction foot is correctly located against a suitably strong reaction point prior to operating the tool. Because the power output cannot exceed the power input, the number of output rotations will be lower than the number of input rotations. Hi-Force hand torque multipliers are available with multiplication ratios of 5:1, 25:1, 75:1 and 125:1 and full technical details can be found on pages 77 - 78 of this catalogue.
Pneumatic Torque Multipliers
A pneumatic torque multiplier operates in the same way as a hand torque multiplier except that the input motive force is provided by a pneumatically driven air motor instead of a manually operated hand torque wrench, making the tool both faster and easier to operate. Torque output is preset and adjusted by regulating the input air pressure, supplied to the pneumatic motor, which will control the amount of input torque applied to the planetary gear train. As the torque output increases the air motor will gradually slow down, until it eventually stalls i.e. the opposite reactive force generated becomes equivalent to the input torque of the air motor. Each tool is supplied with an airline filter, regulator, lubricator unit in a handy carrying frame with integral air line pressure gauge and 3 metre connecting hose. Repeatable accuracy of +/- 5% can easily be achieved in conjunction with the individual torque calibration chart supplied with each tool. Full technical details can be found on pages 79 - 80 of this catalogue.
Hydraulic Torque Wrenches
Hydraulic torque wrenches are specifically designed for applications where limitation of space and/or particularly high output torque is required. The design of a hydraulic torque wrench utilises the far higher leverage forces generated from a hydraulic piston, using high pressure hydraulic power supplied from an air or electric driven pump. The hydraulic piston is connected to a ratchet via a reaction pawl assembly which allows it to engage the ratchet teeth in the advance mode to rotate the nut or bolt head, and subsequently release during piston retraction to re-engage in the next forward push position. All Hi-Force hydraulic torque wrenches operate at 700 bar maximum hydraulic pressure, incorporate a double acting heavy duty hydraulic piston for fast and easy operation, and can be used for accurately tightening or loosening nuts/bolts. A choice of standard square drive tools, suitable for use with a variety of sizes of torque wrench sockets, or hexagon drive cassette head tools that locate directly on to the nut/bolt are available. Full technical specifications can be found on pages 81 to 89 of this catalogue.
Hydraulic Stud Bolt Tensioners
Hydraulic stud bolt tensioners provide the most consistent and accurate method of applying tension to bolted connections. Comprising of four component parts (subsea tensioners just two) i.e. bridge, nut rotating socket, threaded puller and cylinder, hydraulic stud bolt tensioners offer a safe, accurate method of ensuring consistent joint integrity. Designed to directly stretch the bolt by applying a known load to the fastener using a hydraulic cylinder and threaded puller, the securing nut is rotated using a short tommy bar, whilst the thread is being stretched, until it is firmly tightened against the joint face. Immediately after the hydraulic pressure (load) is released, the bolt tension is retained because the threaded fastener is prevented from returning to its original length by the tightened nut. Hydraulic stud bolt tensioners can be linked together in multiples to ensure an even "pull down" or tension is applied to all bolts simultaneously, this is particularly critical in applications where a sealing gasket is used and consistent leak free connections are required. Full technical specification can be found on pages 91 to 98 of this catalogue.
Nut splitters
Hydraulic nut splitters provide the perfect answer for removal of worn, damaged or corroded fasteners that cannot be opened using torque or tensioning tools. The nut splitter design incorporates a powerful hydraulic piston to drive a precision engineered, angled splitting wedge into the flat face of the nut. The splitting wedge is manufactured from high grade tool steel for maximum life and can be easily removed for re-sharpening or replacement. The angled design of the splitting wedge allows the nut to be split with minimal damage to the threads on the bolt or stud. Full details can be found on page 59 of this catalogue.
Impact Wrenches
Air driven (pneumatic) impact wrenches are probably one of the most commonly used tools in the bolting industry today. Ideally suited for run down or fast removal of bolted connections, all models operate using a standard 6 bar air line pressure. Hi-Force industrial quality impact wrenches have a four position adjustable power output device, however torque accuracy cannot be measured or guaranteed due to the impact design of these tools. Full technical details can be found on page 90 of this catalogue.
Flange Spreaders
Flange spreaders provide the perfect answer for separating flange joints for maintenance etc..... after bolt
removal. Hi-Force flange spreaders are available in both mechanical and hydraulic options. Full technical details can be found on pages 60 and 61 of this catalogue.
Sockets and Accessories
Most of the bolting products detailed in this catalogue will also require a selection of high quality impact sockets and accessories to assist with the relevant bolting application. Hi-Force offers an extensive range of sockets, extension bars, square drive adaptors, reducers and universal joints. Full specifications and available options in both imperial and metric standard sizes are detailed on pages 82, 83 and 90 of this catalogue.
|